



���S���s־�磩
ᘌ�������S�з��x�Ͱ뱣�ּ��Tᔿ��^С�������˜y���C�y�^�ڿ����ƄӾ��x���ޣ��o���y����λ�öȵĆ��}���������S��W�y���x������1/2Z��O��ƫ�������������ژO����ϵ���F��С����λ�öȵĜy������ͨ�^������C��ԓ�����Ŀ����ԡ�
����������S�з��x�Ͱ뱣�ּܣ��Tᔿ��T�ϵĜʴ_�̶țQ�����ּܵĽY�����ȣ��Ķ�Ӱ��S�Љ������S���ӹ��O����Ԅӻ��Լ��ӹ���ˇ�ĸ��M���Tᔿӹ�����Ҳ�S֮����������C�Tᔿӹ����Ȳ��ṩ�y��������ָ���ӹ��������M���Tᔿ�λ�öȜy����
ͨ�������������˜y���C�y����λ�öȣ������Tᔿ�С��0.9 mm�İ뱣�ּܣ��������˜y�^ֱ���c�y�^�ڿ����ƄӾ��x�����ƣ��o���y����λ�öȡ����Q��Ƶ�С����λ�öȟo���y���Ć��}���Lԇ�������S��W�y���x�M�зǽ��|�y������ͨ�^ԇ����������C��ԓ�����Ŀ����ԡ�
1���y��ԭ��
���S��W�y���x�Ǽ���W���Cе����ӡ�Ӌ��C�D��̎���ȼ��g��һ�w�Ĝy���x�������Ը߾��ȡ���Ч�ʵy�����N���s�����ijߴ硢�Ƕȼ�λ�õȡ�
1.1 �y���������^��
���x�Ͱ뱣�ּ��Tᔿײ����⏽��λ�ӹ��Ҿ���ֲ��ڱ��ּܱ��棬��������ʣ�ͨ�^�A�ߌ��뱣�̶ּܹ��ڜy��ƽ�_���m��λ�á�
1.1.1 �ֽ�����ϵ
�����y���������S��W�y���xƽ�_���m��λ�ù̶��������ӹ���λ��ʽ�y�����ʈA�����R�^�������ʈA���ģ����x��y��z�S���ˣ���ɹ�����λ��
1.1.2 ��������ϵ
�ڻ��ʈA�Ϝy��һ�c���������ʈAֱ���Ĵ�С��д��c6~12�β�ʹ������w�����A�ܣ��ԄӜy�������c�������y���c�M�Ϟ���ʈA���xȡ����һ���Tᔿ��M��ȫ�ԄӜy�������õ��Ļ��ʈA���TᔿA��������ϵx��y��z�S����ɾ�������ϵ����D1��ʾ��
�D1 ��������ϵ
1.1.3 �ԄӜy���Tᔿ�
�y������һ���Tᔿף����ƴ˿לy����ʽ���ГQ���O���˲���д˿ף���дΔ��������H�ה��Q�����ԄӜy�������Tᔿס�
1.1.4 �u�rλ�ö�
�ژO����ϵ���x������һ���ף��c��Nominal���I����Fԓ�טO�����µĘO���͘O�ǣ������D��Ҫ����Փֵ�c����ݔ�������������ØO�Ǻ͘O��Ӌ��λ�öȡ�����ԓ���E����Ӌ������Ŀ�λ�öȡ�
1.2 �y���^���еĔ���̎��
�Tᔿ�λ�öȜy�����ژO���͘O�ǵ�ƫ���M��Ӌ�㣬�y���r��������һ���מ���ʣ��u�r�����λ�öȕr���������wƫ�x���Qֵ���@���������пĘO�Ǿ�ƫ�x���Qֵ�������x�Ͱ뱣�ּ��Tᔿӹ��^���и�������ʣ�������һ������������M���u�r�����ό��HҪ��
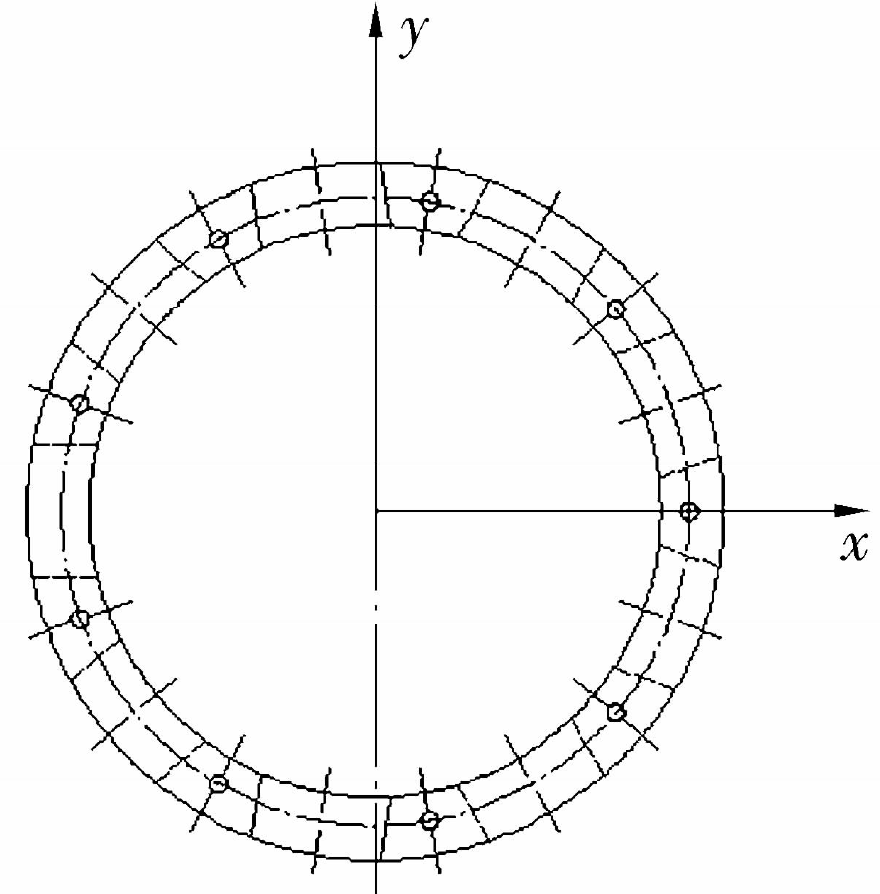
ͬ�ӣ��������˜y���C�Ϝy��������ʵĿ�λ�öȕr�����������һ������������M���u�r��������ÿ�����܉�һ���ĽǶȣ�����ͨ�^����ϵ���D�M���u�r�����Dԭ�t��ѭ1/2����ԭ�t��Ȼ�������S��W�y���x�o�����D����ϵ���о���Q�����ØO�������ķ����M���u�r������������O��ƫ��Z��O���1/2����D2��ʾ��
�D2 �O��ƫ��ʾ��D
���O���x�Ͱ뱣�ּ��Tᔿ�10�ȷ֣��t�TᔿטO�ǹ��Qֵα=360°/10=36°���O�y�����Tᔿ��ĘO�����O�Ƿքe��Di��βi���t���טO��ƫ��θi��

�O��ƫ�������ֵδ��

����ֱ������ϵ�c�O������ϵ���D�Q�Pϵ������������ĘO�ǡ��O���M��λ�ö�φ���u�r����

ʽ�У�r0��O�����Qֵ��
����(3)ʽ�ó���λ�öȼ��錍�H��Ҫ��λ�öȣ�ԓ�yֵ���Է�ӳ��λ�ö��Ƿ�ϸ�����ָ�����H�ӹ���
2��ԇ���C���Y������
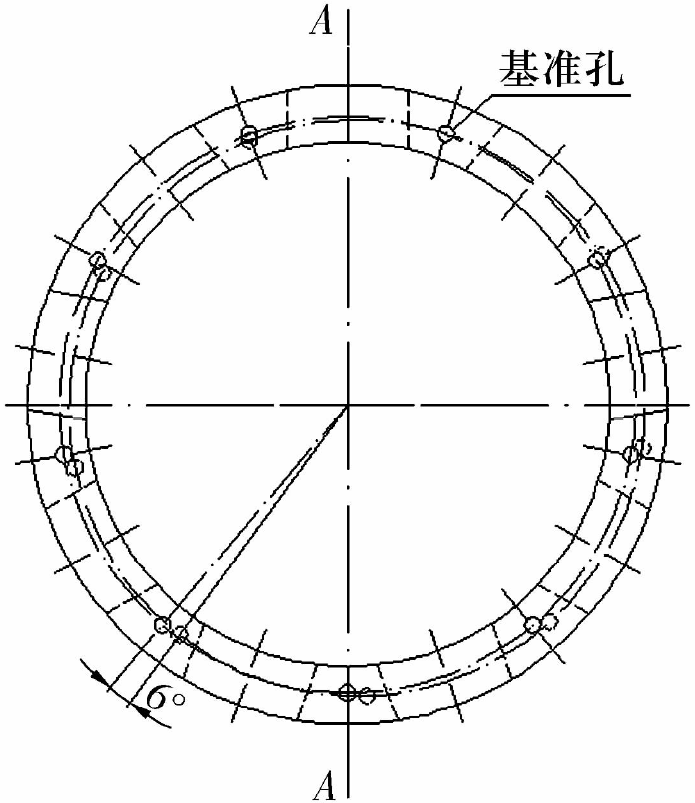
ij���S�а뱣�ּ��Tᔿ���0.7 mm, 14�ȷ�,���ď����Q�ߴ��(41.9±0.04)mm��λ�ö�Ҫ���0.03 mm����δ�����Ĝy���Y������1����֪�xȡ����һ������������M���u�r������׳�һ��Ҏ����׃�������ʿ�λ�ö��^С�����������׃С(�D3)��
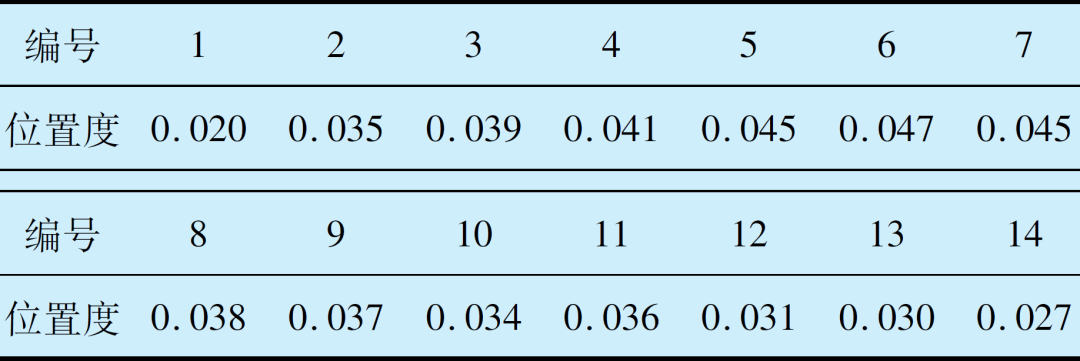
��1 δ����λ�öȵĜy���Y��
mm

�D3 ����ǰ���λ�ö�
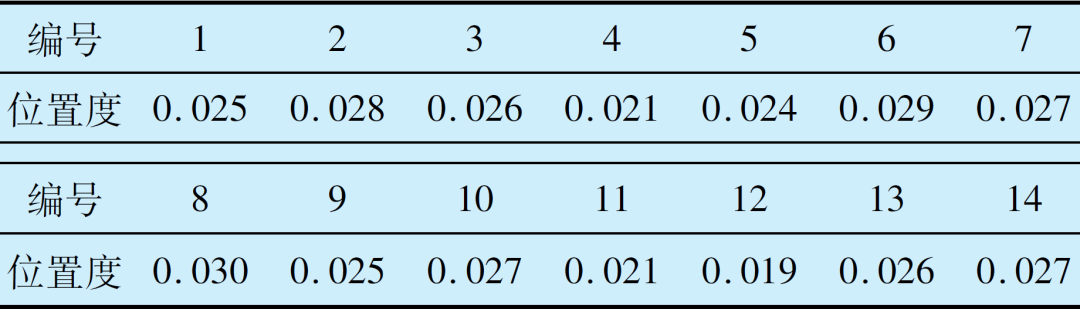
���ØO��ƫ��Z��O���1/2�M��������Ĝy���Y��Ҋ��2���ɱ���֪��λ�ö��ںϸ��ȣ����������λ�öȷֲ����D3�������ό��HҪ��
��2 ������λ�öȵĜy���Y��
mm
����Cԓ�����Ŀɿ��ԣ���ԓ��̖�S�а뱣�ּܿ�λ�ö��؏͜y��10�Σ���Ӌ��y��������ƽ��ֵ���˜ʲ�Y��Ҋ��3:14����λ�öȜyֵ�Ę˜ʲ�Z���0.001 mm���xɢ���^�ͣ��y����ֵ�ɿ����yֵ���_���Ȳ����^0.003 0 mm��ͬ���f��ԓ�����Ĝyֵ�ʴ_�ɿ���
��3 λ�ö��؏��Ԝy���Y��
mm

3���Y���Z
ͨ�^�о����x�Ͱ뱣�ּ��TᔿĜy��ԭ�����Y�������˜y���C������ʿ�λ�öȜy�������������S��W�y���x�ϲ���1/2Z��O��ƫ�������������F�˷��x�Ͱ뱣�ּܿ�λ�öȵĜy����ͨ�^������Cԓ������Ч���У��Ҝy���Y���؏��ԝM��x��Z�����S�`��xɢ���^�ͣ��yֵ�ɿ�����Q��С����λ�öȟo���y�����y�}��Ŀǰԓ�������ڌ��H���a�y���еõ����á�
�������īI�ԣ�
��Դ�����S�С�2021��9��
���ߣ��O���أ���Է壬���ƿ�
���ĸ�ʽ��
�O���أ���Է壬���ƿ�.���ּ��Tᔿ�λ�öȜy������[J].�S�У�2021��9����65-67.

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����